

 中文简体
中文简体 English
English Français
Français عربى
عربى













A cryogenic medical refrigerator is a specialized refrigeration unit designed to preserve biological samples, vaccines, pharmaceutical products, and medical materials at ultra-low temperatures. These units ensure product stability, prevent degradation, and maintain the integrity of sensitive samples over long periods.
Industrial ULT Freezer Manufacturer
The ultra-low temperature freezers (-135°C and -150°C) are engineered for the demanding cold storage environments. Designed to preserve biological materials, cell therapy samples, mRNA-based products, and long-term cryogenic specimens, these freezers are ideal for biopharmaceutical companies, research institutions, gene banks, and cell therapy labs.
Utilizing advanced cascade refrigeration technology and a highly efficient air-cooled system, our -135°C and -150°C freezers deliver stable, uniform cooling with precise temperature control, even under continuous operation. These models are essential for ultra-low temperature applications where sample integrity and reliability are non-negotiable.
About Us
Zhejiang Heli Refrigeration Equipment Co., Ltd.
Zhejiang Heli Refrigeration Equipment Co., Ltd. is China Industrial Freezer(-135 ℃/-150 ℃ ) Manufacturer and Sale Industrial Freezer(-135 ℃/-150 ℃ ) Factory. As one of the early domestic players in ultra-low temperature refrigeration, Heli integrates R&D, manufacturing, sales, engineering, and after-sales services. The company employs 150 people, including nearly 50 in R&D and engineering, and operates a 25,000 m² facility with dedicated R&D, testing, and production lines.
Driven by innovation and independent R&D, Heli has achieved over 60 technological breakthroughs and holds 40+ patents. It has also participated in key municipal science projects and contributed to national and industry standards.
Heli’s product lines cover biomedical storage, lab instruments, aquatic deep-cold kitchen equipment, cold chain logistics, quick freezing systems, industrial environmental solutions, household refrigeration, and smart retail. Its solutions are widely used across biotech, research, marine, cold chain, healthcare, and consumer sectors.
Our Expert Team
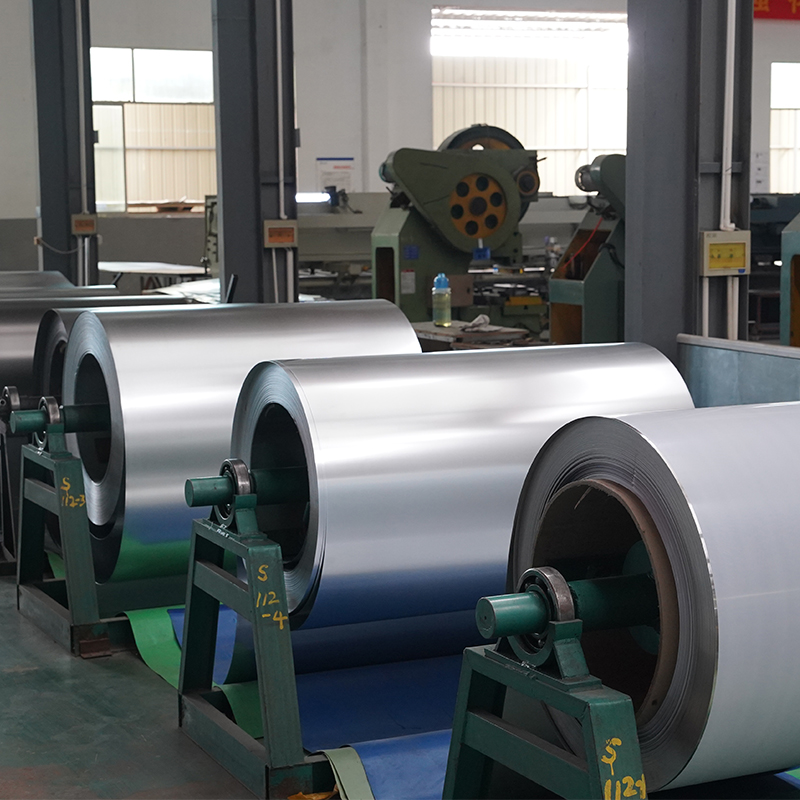
Factory Tour
Zhejiang Heli Refrigeration Equipment Co., Ltd. owns a 25,000-square-meter modern industrial park, featuring a scientific layout and comprehensive functions. The company has established a full-chain industrial system covering technological R&D to finished product inspection, which provides a solid guarantee for the high-quality production of ultra-low temperature refrigeration equipment.
Advantage
-
 High quality raw materials
High quality raw materialsWe use high-quality raw materials, which are reliable and durable in quality.
-
 OEM/ODM
OEM/ODMWe have a professional R&D team that can design products according to different needs.
-
 Rich experience
Rich experienceWe have a professional technical team that can improve the process based on the different characteristics of the products to extend their service life.
-
 Quality inspection
Quality inspectionThe quality inspection room is equipped with advanced quality inspection devices. Before each refrigerator is dispatched, it needs to undergo various tests to ensure its stability and reliability.
PRODUCTION PROCESS

FAQ
Q. 1. What is a cryogenic medical refrigerator?
Q. 2. What temperature ranges do your refrigerators cover?
Our product line includes models with various temperature capabilities:
•Pharmaceutical refrigerators: +2°C to +8°C
•Low-temperature freezers: down to –45°C or –60°C
•Ultra-low temperature freezers: –86°C
•Cryogenic freezers: as low as –150°CQ. 3. What safety and quality certifications do your refrigerators have?
Our products are manufactured in accordance with international standards and can be supplied with certifications such as FDA CE, ISO 13485, and ISO 9001. Each unit undergoes rigorous performance testing, quality inspection, and temperature calibration before delivery.
Q. 4. How do you ensure temperature accuracy and reliability?
Each model is equipped with a high-precision digital temperature control system, real-time monitoring sensors, and audible/visual alarm functions to detect temperature deviations. Optional data logging and remote monitoring systems are available for enhanced safety and traceability.
Q. 5. Can the refrigerators be customized to meet specific requirements?
Yes. We offer customization options for capacity, interior configuration, voltage, and monitoring systems. Custom branding, data interfaces, and alternative refrigerants (environmentally friendly options) can also be provided upon request.
Q. 6. Do you provide international shipping and after-sales service?
Yes. We export globally and work with logistics partners experienced in handling precision laboratory equipment. Our technical team provides remote support, spare parts, and professional guidance for installation and maintenance.
Q. 7. What are the maintenance requirements for cryogenic refrigerators?
Routine maintenance includes cleaning condenser filters, verifying temperature uniformity, and periodically checking door seals. Our after-sales team can provide maintenance guidelines and technical training for your staff to ensure optimal performance and longevity.
Q. 8. How can I choose the right model for my application?
Our sales engineers will assist you in evaluating your storage requirements — such as temperature range, sample volume, installation space, and power configuration — to recommend the most suitable model for your application.
Q. 9. Do you work with distributors or OEM partners?
Yes. We welcome collaboration with qualified distributors and OEM partners worldwide. We provide full technical support, marketing materials, and training to help our partners serve their markets effectively.
Certificate Of Honor
-
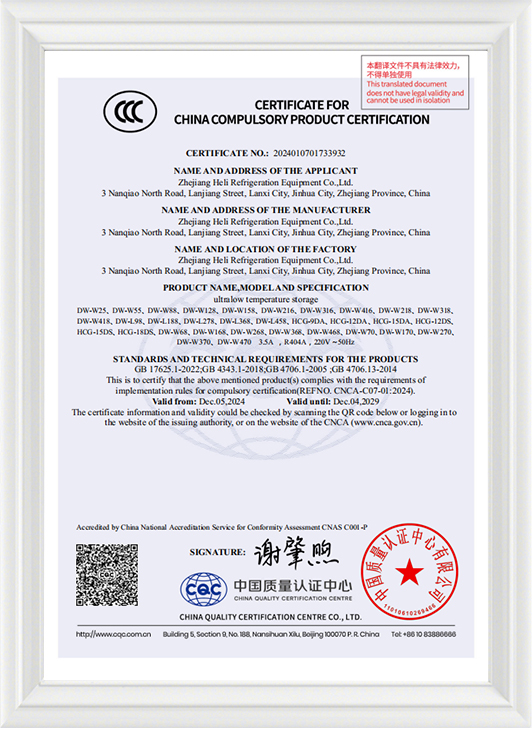 3C
3C -
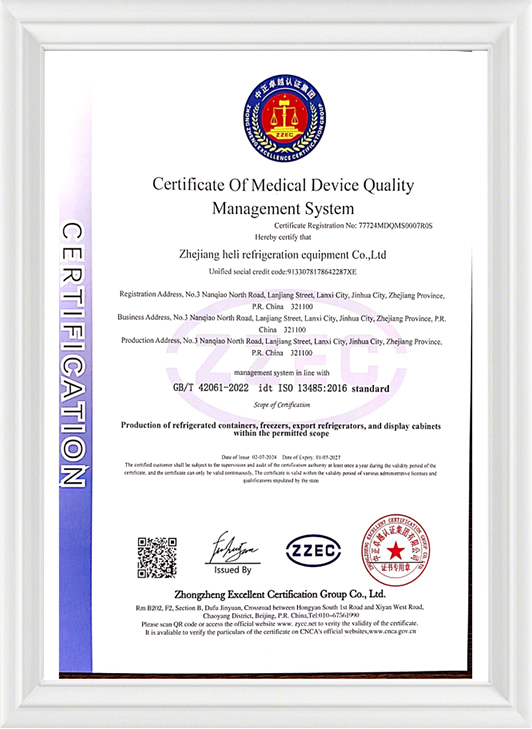 13485
13485 -
 CE
CE -
 ETL
ETL -
 FDA
FDA -
 ISO9001
ISO9001
News
-
Stable temperature control remains one of the main concerns for laboratories storing biological materials. Vaccines, enzymes, plasma samples, and long-term rese...
READ MORE -
Reliable cold storage remains a critical requirement in modern laboratories, hospitals, and pharmaceutical facilities. Biological samples, vaccines, enzymes, an...
READ MORE -
Laboratories storing biological samples often rely on extremely stable cold storage systems. An Ultra Low Temp Freezer is designed to maintain temperatures as l...
READ MORE -
Many researchers and lab managers are evaluating whether storing critical materials at -70°C instead of -80°C offers practical advantages without compromising s...
READ MORE
Contact Us
Contact Information
-
Address:
No. 3, Nanqiao North Road, Lanjiang Street, Lanxi City, Jinhua City, Zhejiang Province
-

+86-15988502726(wechat)
-

+86-15988502726
-

tracy@helilcc.com

Get in Touch
You can contact to me using this form.
BACK TOP
Copyright 2025 © Zhejiang Heli Refrigeration Equipment Co., Ltd. All Rights Reserved.

China Industrial ULT Freezer